
 来源:“中国非物质文化遗产”微信公众号
来源:“中国非物质文化遗产”微信公众号  作者:曹天生
作者:曹天生  创建时间:
2022.11.18 10:19:00
创建时间:
2022.11.18 10:19:00
【摘要】传统手工制作宣纸的工艺比较复杂,在实施具体的工序时,容易受到各种因素的影响。基于田野调查和多种试验,归纳总结了宣纸捞纸、纸帖成型、晒纸、检纸过程中纸病产生的原因,同时提出了克服宣纸纸病的相应对策。研究如何克服纸病的目的之一是为了保证和提升宣纸的品质,进而更好地保护和传承“宣纸传统制作技艺”这一人类非物质文化遗产。
【关键词】宣纸;纸病;原因;对策;非物质文化遗产
继2006年传统技艺类项目“宣纸制作技艺”列入国家级非物质文化遗产代表性项目名录之后,“宣纸传统制作技艺”于2009年入选联合国教科文组织“人类非物质文化遗产代表作名录”。一些优质、高级的宣纸产品都属于传统手工制作纸张,其工艺工序复杂。从原料到成纸,宣纸的制作时间在民国时期需要两年半左右才能完成,而在1893年以前,其制作时间更长。在科学技术相对发达的今天,即便某些制作环节在不影响宣纸品质的前提下由部分现代制作工艺代替,但因为主要的手工艺环节仍无法替代,仍需要14个月的时间才能完成。
笔者曾对50多位年长且经验丰富的宣纸制作者进行实地专访,通过反复观察、学习、体验、记录,对宣纸传统制作过程中出现的主要纸病及解决办法进行梳理和分析,以期对宣纸的科学研究及技艺的保护与传承实践有所裨益。
一般来说,宣纸制作的全过程大致分为两部分,即宣纸原料(燎皮和燎草)制作过程和成纸制作(制浆、捞纸、晒纸、检纸)过程。有关纸病则主要出现在成纸制作过程的捞纸、晒纸、检纸等具体工序环节之中。
一、捞纸过程中出现的纸病
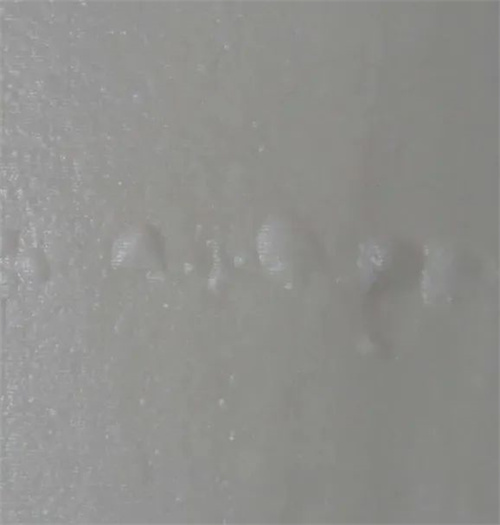
(一)水洞(亦称“水窟窿”)
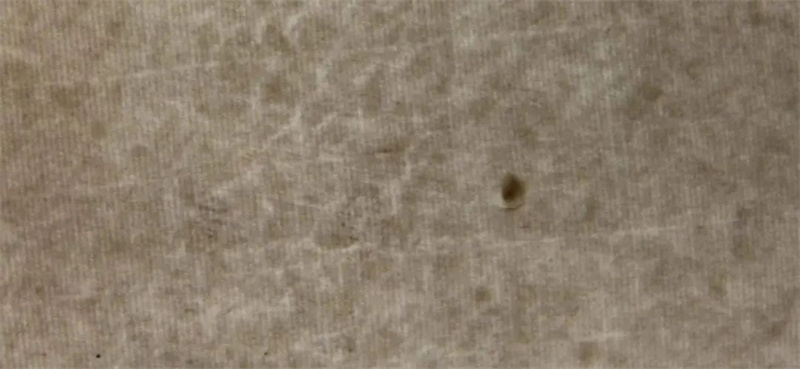
现象:纸面上呈现近似圆形、小于手指尖面的洞眼(图1)。

▲图1 水洞(两个通透处为水洞)
原因:抄纸工人技术不熟练所引起,多发生在学徒身上。掌帘者在掀帘收回时,梢竹上滴水称梢竹水洞,提帘、掀帘时将梢竹上的水滴入纸帖,水常落在湿纸帖额上、中部、梢沿。
对策:一是反复操作,不断提高技艺水平;二是操作规范到位。只要用心苦练,熟能生巧,技术娴熟、手势正确,水洞问题就很容易避免。
(二)半晕(亦称“夜眼睛”“半孕”)
现象:似未通透的水洞,在成纸上呈现出与水洞大小相近的圆形半透明样态(图2)。

▲图2 半晕(数个未通透处为半晕)
原因:每张宣纸在捞纸时都要荡二帘水。一帘水使湿纸浆在纸帘上基本成型,二帘水进行补浆,每张宣纸看上去似乎是一层,其实都是由“两个薄薄的半层”合成的。水滴溅落到湿纸帖上,一般使多张湿纸形成“水洞”,受到水滴影响的最底下那一张有时正好被冲破了半层,这样就出现了“半晕”。
对策:与处理“水洞”的对策相同。
(三)芒秆路(亦称“亮眼睛”)
现象:纸面上出现一条亮痕,纸面局部较薄,迎光一照,呈现一道水沟状印子。
原因:帘床上芒秆松动,使原有缝隙的两根芒秆并在一起,相邻的芒秆之间没有间隙,纸浆无法下滤,此处浆料较薄,从而在成纸上呈现一长条亮痕。
对策:一是少数地方出现就用篾签将芒秆别匀;二是多处地方出现就要重弹帘床(换装芒秆)。
特别说明:由于现今厂家已经用塑料杆代替了芒秆,故芒秆路纸病基本消除。
(四)水泡
现象:水泡是湿纸帖表面的气泡,有花泡、乌龟泡、长泡、边泡、额泡等多种(图3)。
▲图3 水泡
原因:纸面局部由于较薄、松弛,或伴有破眼等多种原因而产生。俗语谓:“湿纸捞活了。”所谓“活”,指的是湿纸含水量超标,这是因为打浆超时或纸药浓度偏高,纸帖吸帘力度不够,局部脱水差,纸帖不平,放帘时空气或水分排不出去,形成水泡(气泡)。根据形态和位置可分为花泡、乌龟泡、长泡、边泡、额泡等。产生气泡最常见的原因是抄纸工将纸帘上的湿纸放置于湿纸帖上时,由于技术不娴熟,叠放用力不均匀,或过于急促,或角度不够(一般来说角度以20至25度为宜)。
对策:严格按程序要求操作,出现水泡时应在纸帘上用手轻轻一抹一压,挤出气体或水分,还可以撕一块干纸角贴在起泡的地方,轻轻抚平,这样能够确保下一张纸不再起泡。同时要对槽桶中的浆液做必要的调适——加纸浆、加水、搅槽,使药液浓度降低至适度的水平。
(五)水皱
现象:纸面中部很薄,呈现水波纹形状(图4)。

▲图4 水皱
原因:一是放帘时用力不匀,提帘用力不一致;二是捞纸过快,令纸浆成形时间不够充分;三是药水浓度过大;四是槽口过大(加料过多),使得纸浆浓度高,滤水慢;五是捞纸帘太脏,造成滤水慢所致;六是冬季水温太低,冻结所致;七是浆料洗涤不清(这是洗料工序常出的问题);八是捞纸时工人操作不规范,造成软腰,导致两根挺棍之间纸面很薄。
对策:针对不同原因加以克服。具体包括:捞纸时用力要匀;捞纸要快慢适度,尤其不能过快;药水浓度要把握适度;纸浆浓度要把握适度;捞纸帘要保持清洁;冬天要适度提高槽水水温,防止纸浆冻结;在洗料工序中将浆料洗净;保持操作规范,克服软腰。
(六)浪破(亦称“浪断”“喷破”)
现象:在抄纸过程中,抬帘起水时,因两位纸工合作时掌握力度不协调或用力过大,造成槽中水浪过大,当纸帘抬起高度低于水浪(浪峰)时,槽中浆水就会冲上纸帘,使纸帘上已经形成的湿纸造成破裂,因此称为“浪破”。浪破纸面局部呈不规则条形破裂,或圆形破裂,或很薄接近全部破裂。
原因:捞纸头帘水,掌帘、抬帘两位纸工的动作不协调,可能是师傅带徒弟抄造时,一个熟练,一个不熟练;也可能是两人初次合作,手势不协调,造成底下波浪冲击纸帘,帘上浆料被冲破。
对策:掌帘和抬帘的两人动作配合要协调,抬帘出水要稳。
(七)花破
现象:纸面局部出现破裂现象,或纸面破损,不能形成整张。
原因:造成花破的原因有多种,一是榨帖后,由于工人在合作搬动时用力不一致,或单人搬动时双手用力不均,导致纸帖受力不平衡,使湿帖某一个局部开裂;二是湿帖、榨帖没有到位,提前退榨,形成“嫩帖”,湿帖之纸尚未完全成型,这样在搬运过程中极易形成花破;三是纸帖盘干后,两位晒纸工在搬动时,动作不一致,纸帖被扭动造成花破;四是由于晒纸工人不熟练,在盘帖过程中用力不当。
对策:纸帖压榨要规范操作,搀起、抬动纸帖时用力要均衡适度,避免猛然扳动纸帖角。
(八)倒破(亦称“皮筛眼”)
现象:梢上七寸以内局部纸面很薄。
原因:二帘水倒浆水时较急,一帘水浆料被二帘水冲淡冲薄造成。梢手(即掌帘者的左手、抬帘者的右手)太重,额边抬起太陡,倒水过急。
对策:二帘水倒浆时速度与角度要把控适度。
(九)鸡窝浪(亦称“鸡划浪”)
现象:纸面厚薄不均,局部很薄。出现在纸面中心部位,仿佛鸡爪子划过的痕迹一般。
原因:一是纸浆倒水过陡,角度过大;二是额手(即掌帘者的右手)抬帘上升偏快;三是纸帘不平整,纸浆冲纸浆;四是皮料和草料配比出了问题,主要是皮料相对偏少;五是浆料混合不均匀。
对策:一是把握火候,调控速度;二是修正帘床;三是规整纸帘,避免捞纸时纸浆冲纸浆;四是按要求正确配料、浆料混合均匀。
(十)涨丝
现象:局部纸面很薄,几近通透。
原因:纸帘不洁,纸帘前次使用后没有刷洗干净,纸帘丝路上有“点状”或“条状”药云和纸浆,缝隙淤塞,浆料滤水不畅,存浆不足,此处纸面很薄。
对策:每次用过纸帘,都要按要求刷洗干净;每次捞纸前,要检查纸帘是否干净,如不干净,应补救性地将纸帘刷洗干净。
(十一)腕破
现象:纸面额头即额至挺棍间七寸以内局部很薄,几近通透。
原因:手腕把握不当,角度过大,下水过深,导致首次沉浆稀缺。
对策:把握好纸帘两次入水的深度,手腕掌握好角度。
(十二)药花(亦称“药云”)
现象:从纸面上看,纸张厚薄不均、不平整,这便是“药花”或“药云”现象。
原因:过槽即添加药水和纸浆时,药液与纸浆搅拌不匀,药水稠的地方纸面很薄,使成纸厚薄不均。
对策:过槽(添料加药)之后,一定要适度搅拌,将浆料、药液、清水充分调匀。
(十三)水花
现象:成纸的纸面显现出厚薄不均的情况。
原因:纸槽内因清水与纸浆搅拌不匀,浆料稠的地方纸面较厚,而水分重的地方纸面很薄,造成纸面厚薄不均。
对策:添料加药之后,一定要适度搅拌,使得浆料、药液、清水充分调匀。
(十四)灰点
现象:成纸的纸面有一些灰点。
原因:有极少数抄纸工人在抄纸时边抄纸边抽烟,有时将香烟灰落入湿纸帖或纸帘上,造成灰点,以致纸面渍污,或形成沙眼。
对策:严格遵守操作规程,禁止抄纸时吸烟。
(十五)肚里筋
现象:纸面的中间部分松弛。
原因:此纸病多见于六尺及以上大规格的纸张。抬帖过程中,杠子放置不当,造成纸帖中部下垂弯曲;或靠帖时造成弯曲,外侧纸被拉伸,形成轻微的皱褶,成纸二次加工时容易发现这种情况。
对策:抬帖时要细心、认真,将杠子放置在适当的部位。
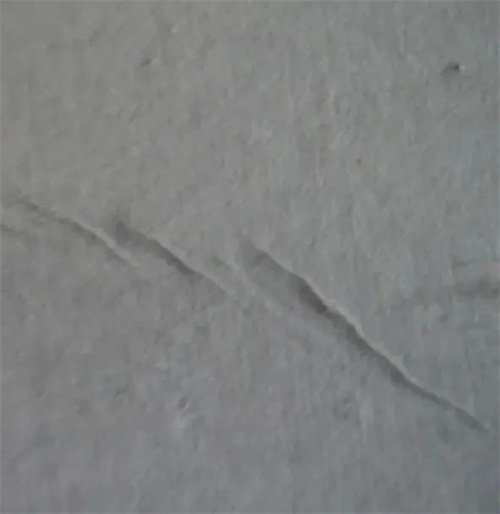
(十六)放断(亦称“押断”“压断”)
现象:湿纸局部呈现纵向不规则、不彻底的断裂(图5)。

▲图5 放断
原因:一张纸捞好后,掌帘工人拎到帖上放帘时,中途停顿或后退(放帘下去时,手往回带的动作)。
对策:加强练习,形成良好的习惯,操作要有条不紊,动作做到一气呵成。
(十七)软腰
现象:湿纸帖自额至梢呈现“额厚、腰软、驼梢(冬天易出现水皱)”的现象,纸面中部(肚子里)偏薄。
原因:捞纸角度掌握得不好,帘床在水中受力不均,捞出的纸不平整,因此,纸帖会出现中间低凹的情况;若在冬天,往往会造成水皱,也常造成两张纸之间的“粘”“缺”。
对策:在名师指引下,进行严格训练。
(十八)露丝
现象:从纸面看到大面积的帘丝线根处都通亮,该现象主要出现在“蝉衣”纸上。
原因:编帘子时采用的丝线过粗,捞薄纸时,帘丝线根处都通亮;它与涨丝、穿丝有区别,涨丝、穿丝是局部的,而露丝是大面积的。
对策:编帘的师傅应当注意搭配,“蝉衣”宣纸纸帘的竹丝和丝线都要相对更细,不能借用“棉料”“净皮”纸帘来捞“蝉衣”宣纸。
(十九)软杆
现象:纸面局部横向出现条状稍厚现象。
原因:帘床上芒秆断了或者芒秆较嫩,时间一长,变软下坠,托附纸帘不均匀。据小岭梅村梅元宝师傅告知,虽然偶尔导致该处纸面稍厚,但很多时候并不构成病态,只要工人技术娴熟,放到纸帖上就没事了。
对策:更换芒秆,修复帘床。
(二十)急破(亦称“激破”“挤破”“裂破”)
现象:多张纸面破损(几乎破成一个槽口),主要出现在纸的四条边沿。
原因:纸帖太活,即湿纸含水分超标①,因而滤水不好,一般在反边和梢上会有局部崩塌。
对策:捞纸工人不能急功近利而贪图快速,应该循序抄作,稳中求进。修补也不难,捞纸师傅一定要特别细心地捏一把纸料(堆积的纸浆)填充在破缺的地方;再放湿纸时,小心谨慎地放好,三五张以后可以复原。如果纸帖较活,可以采取相应的措施从源头上治理。
(二十一)屎料
现象:在纸面上积结形成大小不一的黑斑块(图6)。

▲图6 屎科
原因:某些野垃圾混进或浆料筛选不净而造成。
对策:在原料加工时,要过细择除垃圾,制浆时要加强筛选。
(二十二)边丝
现象:纸边局部(面积很小)较厚。
原因:吸(掀起)帘时用力不均,纸帘离帖时不正,使得帖两边上的纸浆带到帖里面。
对策:掀开帘子提起上举时,用力要均匀,如果梢竹走形,就要修整或更换。
(二十三)沾毛(亦称“起毛”)
现象:纸面不光滑,起毛。
原因:头帘水下水时,浆水应从上向下滤,如果操作不当,水就会从帘床下向上冲;吸帘时,造成纤维竖立,纸面不光滑。另外,纸药少了也会产生沾毛现象,因为起毛状态的纸容易黏住另一张纸形成“粘纸”,进而导致“粘”“缺”毛病。
对策:偶尔出现沾毛,需要及时调整手势;若是纸药浓度低了,就要适当地添加药液。
(二十四)水渍
现象:纸面上形成带有颜色的水滴状斑块(图7)。

▲图7 水渍
原因:原因有多种,或是屋檐水滴落,或是意外溅入等。
对策:要彻底打扫工作场地卫生,并防止意外情况发生。
(二十五)药死
现象:纸面太薄,达不到成纸的分量(厚度)要求。
原因:使用药液过多,造成纸药太浓,使部分浆料消散。
对策:添加浆料进行药液稀释,将纸浆、药液、水分调到适当比例。
(二十六)散药提行现象:捞纸沾毛,纸帖分张较难或不能分张。
原因:一是气温高于40度会导致药液失效;二是槽桶多日未清洗,细菌滋生所致。
对策:气温高的日子应增加药液、提高浓度;需要勤洗槽桶。
(二十七)皮块
现象:掉在湿纸帖上形成的有填充物的小洞,待湿纸晒干以后,纸面局部出现小型块状积料,抠去以后出现小洞。
原因:掌帘工人掀帘时,黏附在梢竹线上的浆块(主要是皮浆)未被弹出帖外,而是掉在湿纸帖上所致。皮块与水洞有别,水洞是圆的、通透的,无填充物,而皮块则不规则、不通透,有填充物。
对策:掌帘工人必须专心致志,动作要规范到位。
(二十八)粘纸(亦称“粘破”)
现象:两张纸大面积或局部相互粘连分不开,稍稍用力就会出现其中一张破损的“缺”。
原因:槽口过大,纸浆浓度过高。
对策:槽口不能大,药液浓度不能超标,也不能不达标。如果捞厚纸,添加药液后一定要划槽搅拌均匀。
(二十九)穿丝
现象:反边七寸纸面局部很薄。
原因:捞纸工人抄纸时,帘床托起不到位,造成纸帘上局部存浆稀少,纸面帘丝线通透。
对策:规范技术操作,手势要到位。
(三十)拖枪
现象:捞纸时湿纸帖出现一道划痕(图8)。

▲图8 拖枪
原因:捞纸放到帖上,掀帘时动作不规范,梢竹一端拖过湿纸帖,形成破损。
对策:捞纸工人应严格按要求规范操作。
(三十一)起虹
现象:湿纸纵向出现一道条状薄痕。
原因:置放纸帘时没有注意放平整,纸帘局部(多见于中部)微微拱起,高处不存纸浆,就造成了“起虹”现象。
对策:用心操作,做到手到、眼到、心到。
特别说明:虹,方言读音gàng。“起虹”现象多发生于捞纸工疲劳之时或外因引起分神之时。
(三十二)板粉
现象:成纸纸面大面积或局部偏厚。
原因:纸槽中纸浆沉底,捞上纸帘以后,使纸浆堆积造成大面积或局部偏厚。
对策:通过划槽、配药,将纸浆搅拌均匀。
(三十三)生夜槽
现象:纸浆“生”了,捞不出成品纸,或者捞出的纸偏薄。
原因:问题起源在调浆工序,产生在捞纸工序环节。传统手工宣纸造纸,总是在夜间人工打料配料,四名工人划槽很辛苦,有时因疲劳使得搅拌不到位,就会将浆料做“生”,造成纸浆质量差。(20世纪80年代以后,宣纸生产实现了部分工序的机械化,调浆不再通过人工划槽进行,这一情况已经极少见,但是,如果麻痹大意,仍然会出现“生夜槽”的现象。)
对策:加强监管。
(三十四)生单槽
现象:纸浆“生”了,不好捞纸,或者捞出的纸偏薄。
原因:捞纸之前,工人(一般是两人)划槽时调配浆料不到位,料“生”所致。
对策:将水、纸浆、纸药搅拌均匀。
二、晒纸过程中出现的纸病
(一)起乌龟
现象:纸帖表面鼓起水泡或气泡,形似乌龟状(图9)。

▲图9 起乌龟
原因:浇帖时速度过快,干帖起大泡。一般危害性不大,即使破损也只有两三张。
对策:浇帖时要缓缓操作,不能操之过急,要循序进行。
(二)霉帖
现象:纸帖上霉,纸面色泽变深,呈现星星点点的淡黑色。
原因:纸帖周转期是5天,即第一天捞,第五天晒,如果纸帖没按时晒出来,积存的纸帖时间过长,特别是梅雨季节,更容易上霉。另外,存帖的地方不通风也会导致上霉。
对策:存放纸帖时间不要超时;逢年过节放长假,纸帖一定要放在通风的地方。安排好生产周期,避免超时存帖。
(三)黄帖(亦称“炕黄”)
现象:纸帖大面积呈现黄色。
原因:在盘帖时,因靠焙时间过长被烘黄。另外,“过漂”漂洗时,漂液用量过多,或者漂白时间过长,也会导致纸帖泛黄。
对策:焙帖不宜太近热源,时间不能太久。浆料漂白时不“过漂”,漂后浆料要洗清。
(四)盘破
现象:宣纸成纸局部出现人为按压形成的破伤。
原因:伴随“水缺”或“火缺”,加上用力不当而造成破伤。此外,学徒工技艺不熟练或急于求成也能造成破伤。如果纸帖比较嫩(纸帖水分过大),盘帖时也容易造成纸面断裂现象。
对策:照章操作,用心盘帖,尤其是学徒工在盘帖时一定注意用力适度,不能操之过急。
(五)扳破(亦称“榨破”“榨裂”)
现象:扳榨时纸帖开裂。
原因:扳榨工在榨帖过程中,由于速度偏快,用力过猛,压榨过度,从而使得纸帖崩裂。纸帖两边多发生这种情况,一般有嫩榨破(上榨初期扳嫩榨)、老榨破(上榨末期扳老榨)之分,老榨破的概率远低于嫩榨破。
对策:扳榨工必须虚心学习,认真负责,切忌贪快求速。
(六)粘(亦称“粘纸”)和缺
这两种纸病往往同时发生,相伴出现,或因“粘”生“缺”,或因“缺”生“粘”。通常是两张纸大面积或局部相互粘住分不开,稍稍用力就出现其中一张破损的“缺”。
1.粘
现象:没有破损,反而黏着另一张纸的一小块,这张纸的毛病就称“粘”(图10)。

▲图10 粘
原因:槽口过大,浆料浓度过高。要保持纸的一定厚度,就得多加药水,但是药水浓度一高,晒纸、牵纸时就容易粘;药水少,纸面不光滑,晒纸、牵纸时也容易粘。这与“鸡窝浪”也有关系,因为厚薄不均时容易出现互粘的毛病。当然,这与“药死了”又有区别,因为程度没达到。总体上,这个问题产生于捞纸时,只是在晒纸时才反映出来。
对策:槽口不能大,药液浓度超标或不达标。如果捞厚纸,在增加药液时一定要适时划槽以搅拌均匀。
2.缺
现象:呈现锐角破口(图11)。

▲图11 缺
原因:主要是晒纸工在牵纸时没有做到“三条线”,而变成“马屁股”。当然,与纸帖没有盘过性也有关系,晒纸“缺”是尖形的。另外,捞纸时造成的“粘”病也会导致“缺”,即两张纸粘在一起分不开,揭帖(牵纸)时必有一张会有“缺”。
对策:揭帖(牵纸)时,应规范操作;捞纸时,尽量避免出现“粘”病。
(七)水缺(亦称“水雀”)
现象:属于一种特殊的“缺”,纸张上局部呈现通透的窟窿(破洞)或半透明的缺损。
原因:浇水太重,或局部受水较多。由于纸帖太湿,分张时,两张纸之间局部互粘,其中一张在分开时被另一张粘走一块。
对策:浇帖时洒水要适度、均匀,待水分被纸帖吸收并滋润均匀后再行揭帖。
(八)火缺(亦称“火雀”)
现象:也属于一种特殊的“缺”,与“水雀”异曲同工,纸张上局部出现破损。
原因:“水缺”是浇水太重造成的,而“火缺”则与之相反,是因为晒纸工人浇帖时用水不够,润贴不到位,纸帖偏干或干结而形成“互粘”,所以在揭帖时才容易造成破损。
对策:浇帖时要细心,洒水一定要均匀,在炎热的环境中操作时可以不时地在纸帖上补喷水雾以增湿。
(九)捻断
现象:晒出的纸有裂口。
原因:晒纸工牵纸时,不小心将湿纸弄断了。有的是纸浆调匀不均所导致;有的是皮料掺和较少,使湿纸拉力不够造成的;有的是学徒工掌握不了分寸,用力太大或不均匀而造成。
对策:一方面要确保纸浆质量;另一方面学徒工要苦练基本功,牵纸时要十分小心。
(十)松毛路(亦称“人毛路”)②
现象:纸面清楚地显示松针毛式的、有深有浅的刷痕(图12),一般浅痕比较常见。

▲图12 松毛路
原因:浅痕产生的原因主要是使用刷把时的用力不均匀;造成深痕的原因是除了用力不均匀之外,刷把松毛、掉毛或断毛也可能导致出现此类问题。
对策:及时更换刷把。用刷不可滥用气力。请师父指点并养成规范使用刷把的习惯。
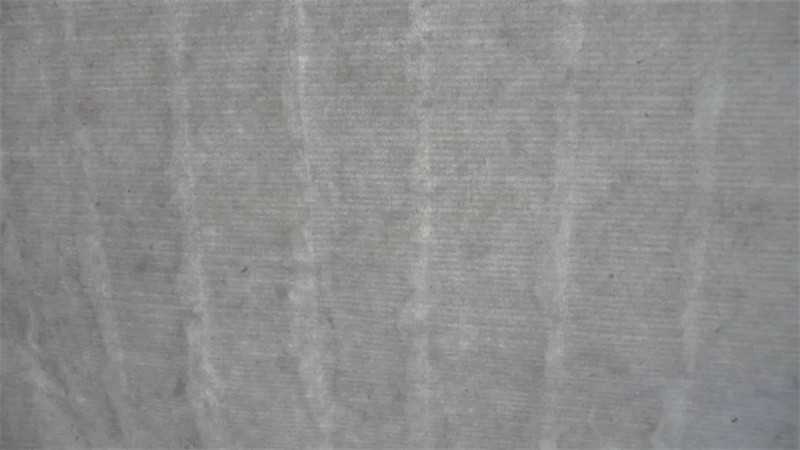
(十一)起折(亦称“打皱”)
现象:晒纸的时候,纸面打皱。根据起折的多少和形态,可总结为“单线眉”“草鞋窝”“蜈蚣脚”“凤凰尾”“烟丝旋”等情况(图13)。
▲图13 起折
原因:一是刷路不正确、不均匀;二是“窗口”未留好,形成草鞋窝,折在额上;三是八字未打开,折在梢上,形成蜈蚣脚;四是刷到纸右下方时一刷的刷路过长,折在梢角,形成凤凰尾;五是刷把运行不正确,形成烟丝旋;六是纸帖原本就有问题。
对策:应根据各种具体的原因相应解决。特别注意掌握正确的刷路,留好刷口,打开八字,避免刷路过长等。
(十二)折皱
现象:纸面起皱。
原因:用刷把刷湿纸时用力不均匀;焙面出现裂纹或焙面不干净(图14)。
▲图14 褶皱
对策:刷湿纸上焙用力要均匀。发现焙面裂纹后应及时修整。清洗焙面,以保持干净。
(十三)断额
现象:晒纸牵纸时,纸面额头破裂。一般情况下,一次不当的动作会导致破损一张(图15)。

▲图15 断额
原因:一是牵纸时人体未靠近靠帖架,手离额头较远,使额头断裂(过去有“一寸三掐”的说法,现在都已不用);二是额上浇水过多,纸帖变活了;三是浆料强度(湿强度)不够等。
对策:保持宣纸品质,选用优质原材料。浇帖时额头用水不宜过量。牵纸时要按照要求正确操作。如果破口长度短于要求剪切的尺寸限度,那么纸张仍然可用,超过剪切尺寸可以改成小规格再剪切,裂口过深则报废。
(十四)阴纸(亦称“荫纸”)
现象:纸面不平整,绵软不坚挺,皱皱巴巴。
原因:晒到焙上的纸,未等干透就脱离焙面。一是纸帖较干;二是在刷焙时,用米汤过少;三是焙面没有擦干净;四是建造土焙时,如果粉刷焙面水泥掺少了,有时也会起焙,由此导致“荫纸”。
对策:根据不同情况加以处理。纸帖干湿要适度,不宜过干,也不宜过潮。晒纸时,使用米汤要适度。建造土焙时,特别要注意水泥掺和的适当比例。不过,从20世纪90年代开始,土焙逐渐被铁焙所替代,所以一般不再出现此种纸病。但是,一些传统制作技艺的厂家仍在使用土焙晒纸,因而“荫纸”的情况依然存在。
三、检纸过程中出现的纸病
(一)元宝口
现象:成品纸的边沿特别是中部凹陷。
原因:下剪不稳,有时内偏,有时外偏。
对策:要专心,手到心到。情况比较严重的,一般得要重剪。避免出现大规格改小规格纸、成刀纸不合规格等造成浪费或作废的情况。
(二)吐丝
现象:剪刀走纸不利索,纸边被带破。
原因:专用宣纸剪刀的使用时间过长、保养不及时,刀口已不锋利。
对策:做学徒时就要学会自己磨剪刀,只有剪刀锋利,才能走纸如飞。
(三)抽心
现象:从“抽心”本身来说,曾是检纸过程中选纸的一个程序,并非真正的纸病。“抽心”是传统老法做纸容易出现的情况,现在做纸因为有了机械设备,这样的情况已少见。
原因:因为捞纸过程中有从“云槽头”到“清槽里”的过程,一个槽口几十张纸,开始的纸云头(朵)多,到清槽中就没有云头了,纸很均匀,帘纹清晰,相对皮料就少一些,所以,云槽头上纸和清槽纸的纤维分布不一样。由于一个槽口前后捞出的纸张质量有差别,必须采用抽心的办法使前后生产出的质量达到基本统一。一是旧法生产中因人工调皮、切皮、踩料,浆料做得不均匀导致。二是手工过槽,槽口不均匀,槽中的料不均匀所致,如果捞纸工消极怠工,还会出现“生槽”现象。
对策:督促检纸工处理好“云槽头”和“清槽里”纸张的关系;使同一刀成品纸质量达到前后一致。一是燎皮要做好,调皮要熟,切皮要细,过槽要搞匀;二是在剪纸过程中,将“云槽头”和“清槽”的几张纸抽掉,留下中间部分,或者将中间部分抽出来,使整刀纸质量统一。
四、其他常见纸病
(一)滋色(亦称“渍色”)
现象:纸帖上沾染了白色以外的颜色,形成纸面污染。
原因:或因颜料散落,或因墨水溅入,或因屋瓦漏水,或因雨雪天气在烤帖焙屋晾烤衣被,或因晾晒物掉色落到纸帖上等,甚至管理不到位都可造成滋色。另外,夏天蚊虫等不慎掉入纸槽中,也会导致“渍色”。
对策:严格做好工作场所的清洁卫生和管理工作,妥善保管好纸帖,谨防纸面污染而变成废品。
(二)死皮
现象:成纸表面有粗燎皮纤维。
原因:檀皮在加工过程中有夹生皮,调皮时也未能彻底打碎,较粗的长纤维拱在宣纸中,如同宣纸的“草黄筋”。
对策:择皮工要尽心尽力。最好采用宣纸现代工艺“跳筛”,因为通过使用跳筛等设备,已经根除了“死皮”等现象。
(三)草黄筋
现象:宣纸成纸上有黄色的稻草茎秆碎片拱在纸面。这种情况在采用传统工艺的宣纸中比较常见。
原因:稻草加工过程中的夹生草,制浆过程未被筛选掉,较粗的稻草茎秆碎片拱在纸面或夹在纸中,如同宣纸中的“死皮”。
对策:加强手工拣选和筛选净化。
(四)乌沙
现象:纸面上呈现众多颗粒状的污点。
原因:主要是原料中的杂质未被彻底清除所致。另外,水源没有使用过滤袋,或者过滤袋破了,使得水中的杂质进入纸浆中形成污点。
对策:精选原料,清洗打浆机等造纸流水线,使用清水时要用过滤袋。利用好筛选、净化设备。
(五)烟路
现象:纸面局部出现淡淡的烟云状。
原因:焙身开裂,煤烟顺着裂身透冒出来。
对策:旧时通过修复土焙来解决此问题,如今因为广泛使用铁焙,该纸病已基本不出现了。
(六)爆破(亦称“棒破”)
现象:湿纸上焙之后自动破裂。
原因:一是浆料没有洗净;二是纸浆质量欠佳,含有大量生皮、老皮,纤维偏短;三是土焙的使用时间过长,保养不当,焙身开裂。
对策:一要加强对洗料工序的监管,浆料洗涤必须达到要求标准;二要精选原料,切不可以次充好;三要保养土焙的焙面光洁。如今因为普遍使用铁焙,所以基本上不存在开裂现象。
(七)米汤片
现象:成纸纸面上明显看到米汤印。
原因:焙龙表面擦过米汤后,未用专用掸焙把子将焙面掸扫干净。
对策:焙面擦过米汤后必须用把子将焙面掸扫干净。
(八)颜灰(又称“油灰”“眼灰”)
现象:成纸面上存在一些灰块、疤痕。
原因:土焙使用时间过长,又加上保养不好,土焙的焙面泥巴小块小块地掉落,使得焙面不光滑,纸上就有了相应的疤痕,有时还有小石灰块。如今因为普遍使用了铁焙,此纸病也基本消除。
对策:修复土焙或改用铁焙。
(九)污渍
现象:成品纸面出现污点、污斑。
原因:工作环境不整洁造成,或是工作责任心不强所导致。
对策:要及时清洁工作场所,加强工作责任心。
(十)油帘(亦称“捕麻雀”)
现象:纸面上有明显的油污(图16)。
▲图16 油帘
原因:捞纸用的纸帘未洗干净导致。
对策:捞纸前要仔细察看纸帘是否干净,如果发现有油污,应及时清洗干净。如果发现纸帘有其他问题也应及时解决。
(十一)渣圾(亦称“积料”“鸡屎料”)
现象:纸面上有明显的不洁物(图17)。

▲图17 渣圾
原因:浆料中含了屎料等垃圾,造成纸中有明显的不洁物。在纸浆中混入渣滓垃圾所致为多。当然,在晒纸中刷把不净,或是检纸中环境不净也会造成此问题。
对策:根据不同情况分别处理,要么清洗打浆机、储浆池、槽桶,要么防止制浆过程中垃圾混入,要么在晒纸过程中保持刷把等的洁净,要么必须保持检纸房的洁净。
(十二)扫马连子(亦称“死皮索”“丝结”“死结”“火炮引屑”“双浆团”)
现象:纸面上出现一串一串的长纤维积集。扫马连子的学术表述为“双浆团”,它在湿纸上和干纸上都可以看得十分清楚,其个数的多少是传统宣纸制作综合质量评判最重要的标准。扫马连子通常有两个,个别的有三个以上相互连接的浆团,这样就会造成纸面粗糙(图18)。

▲图18 扫马连子
原因:皮料在打浆机中超时打浆,造成一串一串的长纤维积集。旧时因全凭手工经验操作,在制浆过程中难以到位,一些纤维浆团不能十分均匀地分散,浆团与浆团之间会有十分细小的纤维连接在一起。扫马连子虽然是在捞纸工序才显现,却是在上游工序的打皮、踩皮、切料、清洗、打浆、配浆过程中形成的,与后期的晒纸、检纸无关。
对策:打浆时按规定操作,随机观察,打熟(纤维分散均匀)就行,切忌超时。传统制作方式主要加强打皮、踩皮、清洗、切料、打浆、配浆工序的质量控制,强化这些方面的工作。如今许多宣纸厂家主要采用机器打皮、打料,并采取了多重筛选设备,扫马连子现象基本消除,当然,偶然情况下也会出现。
特别说明:业内将扫马连子称作“双浆团”属于一种形象比喻。因为旧时的马夫常在肩膀上放一个连接胸前和背后的两口布袋,以盛放一些常用的小物件。扫马连子的别称是“火炮引屑”,指的是晒纸时从纸帖上揭纸下来,湿纸边沿卷成条状,就像小鞭炮炸碎后碎纸卷起的样子。通常,新手操作容易出现这一问题,但是这个毛病影响不大,因为纸边会被剪去。特别是随着当代技术提高,此类毛病不但少见而且可以避免。
(十三)异物
现象:在纸面上出现的异物,通常半嵌在纸中(图19)。

▲图19 异物
原因:主要是清洗不净、风吹落入,操作人员无意中带入或是工具不洁而导致,在制浆、捞纸过程中都会产生,与晒纸、检纸工序无关。
对策:加强工作环境的整洁,以防止异物落入纸槽中。另外,晒纸工在晒纸时如果发现问题,有经验的师傅可以及时处理,加以补救,采用方法是手工除去异物,再用湿纸浆抹平空隙,一般看不出痕迹,检纸工也可以如此效法处理。但这都是在异物不大、不影响整张纸使用的情况下的处理。如果异物较大,除去异物后要将该张纸抽出单独处理,一般要剪裁成小规格用纸。
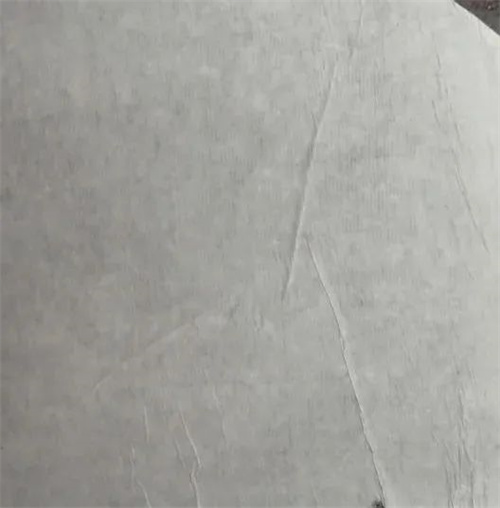
(十四)惊破
现象:整张纸的纸面形成不规则的断纹,呈碎裂感(图20)。
▲图20 惊破
原因:一是在捞纸时,帘床磕碰硬物,瞬间剧烈抖动所造成;二是皮料配比不足,从而使得拉力不够所导致;三是洗料不净,浆料中灰分较多而造成。出现这种问题,整张纸则不可用,需回笼。
对策:在捞纸时避免帘床碰撞。掺足皮料,增强纸张拉力。加强洗料,使纤维洁净。
(十五)辊丝
现象:成纸之上偶见或大量出现线状半透明现象。
原因:属于纸帘的问题。可能是学徒工所制纸帘,因纸帘帘丝不均匀,加上操作师傅的手法不当,主要是抬着帘床连续用力抖顿时,比较宽大的帘丝之间的缝隙漏浆所致。
对策:采购高质量的纸帘。捞纸师傅的手势习惯需要改正,避免超时抖顿。
(十六)灰渣
现象:成纸上有细小的石灰颗粒。
原因:石灰质量不好,难以充分溶解,而以细小颗粒状依附在燎草或燎皮上,躲过了打料关、袋料关,潜伏于皮草纤维之间,最后藏进宣纸的成纸上。
对策:原料制作使用的石灰必须精选,质量差的不能使用。如今因为使用了除砂器和筛浆机,所以灰渣之类的杂质所造成的纸病基本不存在。
(十七)焙疤
现象:成纸上依稀可见修复焙面留下的疤痕,或是焙面的小豁洞留在纸上的印记。
原因:由于土焙开裂后就得进行修补,修补的地方总会留有疤痕,疤痕印在纸上就形成焙疤。另外,焙面有小型凹陷的豁洞,这种小毛病有时不可避免,铁焙焊疤偶尔也会印在宣纸纸面上,但不要影响整体。旧时的土焙焙疤往往会影响纸的品相。
对策:维修土焙或改用铁焙。
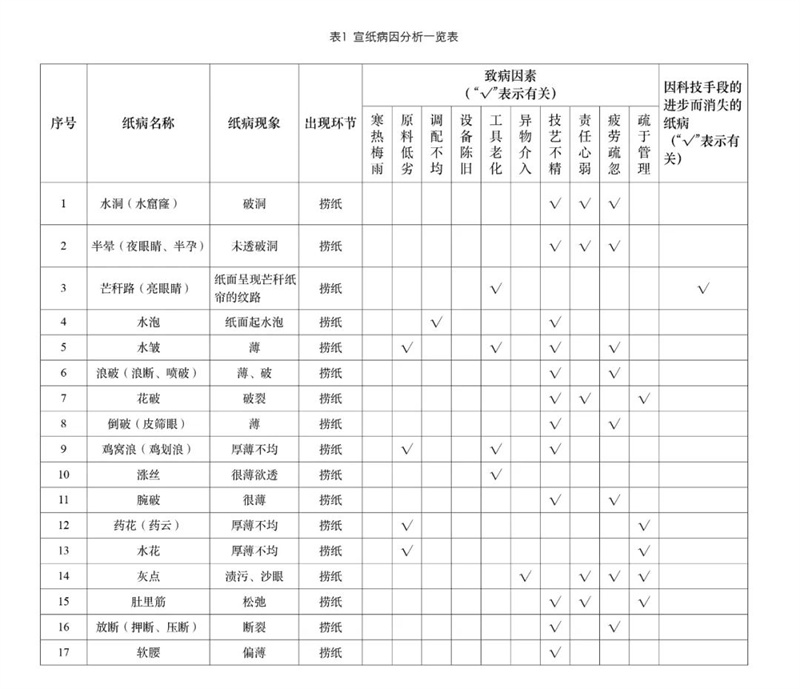
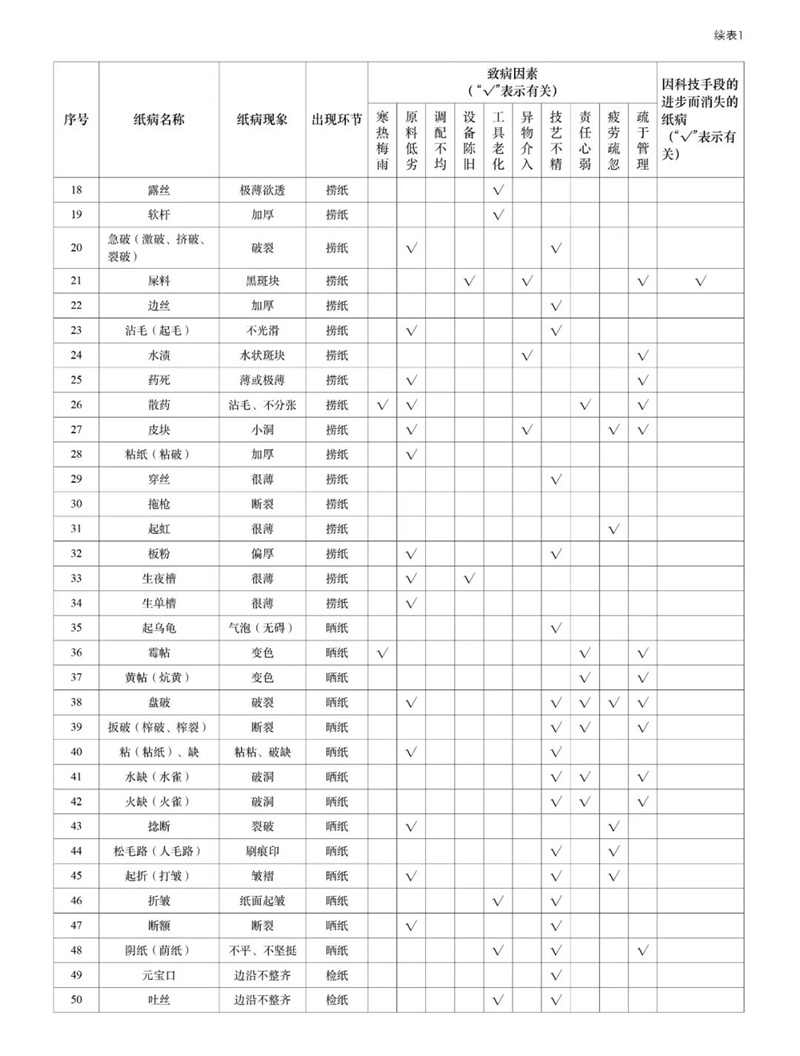
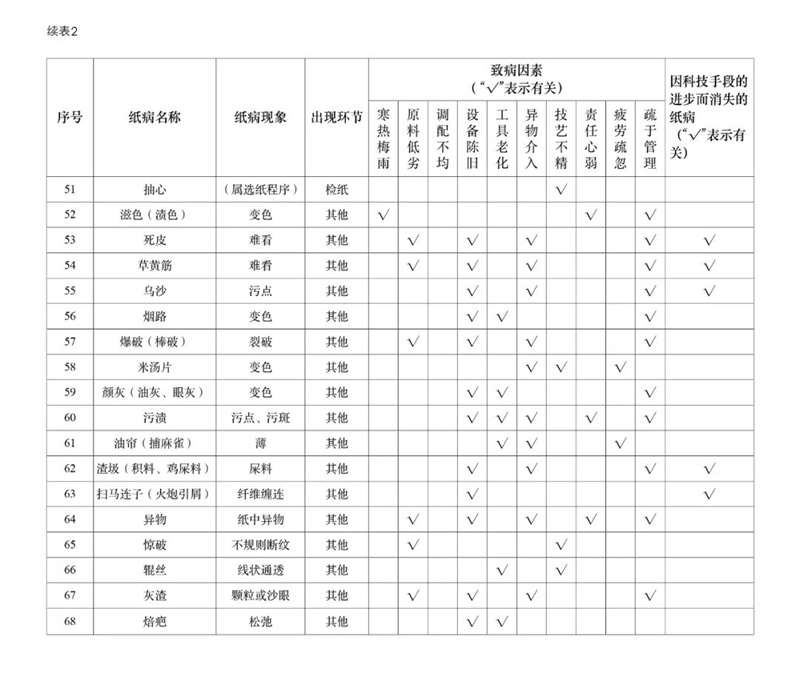
五、宣纸病因的综合分析
在此,将68种纸病的现象、出现环节、致病原因等制成表,以便统览(表1)。以上所分析的原因仅仅指出了致病的主要原因,还有一些次要和关联的因素需要说明,如责任心、疲劳或疏于管理等,可参见表1对具体纸病致病因素的详解,以对照考量。
在以上列出的68种宣纸纸病中:捞纸工序显现的纸病34种(表中序号1—34);晒纸工序显现的纸病14种(表中序号35—48);检纸工序显现的纸病3种(表中序号49—51);其他原因产生的纸病17种(表中序号52—68)。
经过笔者和项目团队多年的调查研究和亲自试验,对宣纸纸病形成以下几点认识:
第一,纸病出现的阶段与纸病生成的阶段并不同一。比如灰渣,生成于浆皮、浆草阶段,但在捞纸阶段已有所表现,而真正发现这个问题往往是在湿纸晒干以后由检纸人员所发现。又如爆破,虽然发生在晒纸时,但是根源在浆料洗涤工序,由于浆料洗涤不净,细小纤维和杂质超标所导致。这说明,纸病是可以溯源的,要提高产品质量,就必须从源头开始把好质量关。一些纸病通过科学严谨的标准和方式进行管理是完全可以避免的。
第二,有些纸病产生的原因是单一的,如焙疤、颜灰等,是设备出现问题所造成的。有些纸病产生的原因则是复合的,如粘、缺等。这就要求各环节的工作人员采用具体的方式有针对性地解决相应的纸病。
第三,一些纸浆制作工序中出现的纸病,一些因土焙原因而产生的纸病,如灰渣、乌沙、草黄筋、颜灰、焙疤等,随着现代造纸设备的改进与完善,已经很少存在或不复存在。这说明,随着科技的发展必然会有新工具、新工艺、新设备的应用,由此也会提高产品的质量。
第四,宣纸纸病在原料制作过程中的原因复杂多样,还有一些不可抗拒的因素造成某些纸病。所以,从业者要未雨绸缪,做好预案,实行精细化管理。
第五,宣纸纸病远不止本文所列,因为在传统制作技艺体系中,宣纸的制作几乎全凭手工操作,所以很容易出现纸病。据一些师傅口述,采用传统制作的宣纸纸病有100多种,如今得益于科技进步,比如除砂器、配浆池、筛浆机的应用,许多原来由人工操作产生的纸病已经很大程度地减少,甚至彻底消失。
结论
综合全文的梳理和分析,归纳宣纸纸病产生的主要原因有:
一是受自然气候条件影响较普遍。宣纸制作的时间长,工序复杂,且部分原料加工工序在山场露天条件下进行,一些杂物,比如沙、石、渣土、树叶等,难免混入原料,有时难以完全剔除干净。这个因素是导致宣纸出现外观纸病的重要原因。即便是在厂棚内进行作业的工序,也会受到大自然的影响,像捞纸时一场大风,就会将户外的灰尘垃圾刮入纸槽,引起槽内纸浆不洁,也就导致一些纸病出现。又如梅雨季节时纸帖很容易上霉,炎热季节时纸药容易散药,隆冬季节时容易造成冰冻,诸如此类。
二是受技艺水平的影响。因为学徒工的技术不娴熟,往往造成很多纸病。例如,学徒工在捞纸时,因缺乏经验而操作不当,使一滴水落入纸帖,则会使多张纸作废,劳而无功。
三是一定程度上受到劳动工具的制约。制作宣纸的专用工具和替代工具众多,这些工具的制作和使用如果出现瑕疵,就会造成纸病。而且,如果工具清洗不净,就会有垃圾混入原料或纸浆中,最后导致出现一些纸病。
四是人的心理和情绪状态等因素。工作责任心强,随时发现问题解决问题,纸病就会少出;工作责任心弱,纸病就必然多出。有师傅说,人的心情状态如何也会影响成纸的质量,以捞纸为例,心情如不佳,就会造成纸的厚薄不均。
五是上、下游工序的配合不到位。由于宣纸制作工序较多,这就要求上、下游工序的操作人员紧密配合,互相监督,任何一个环节、一个工序间的劳作衔接不到位,都会导致纸病的发生,就像前面所列出的在原料制作、制浆、捞纸、晒纸过程中的各种纸病。
六是一些不可抗拒的因素。例如,连续大雨或连续干旱会使水质不稳定,就有可能造成纸病。当然,除了不可抗拒的因素之外,凭借世代宣纸手艺人的经验智慧,一般纸病也都能妥善解决。
在宣纸制作过程中,纸病的出现,会直接影响到宣纸的品质,降低使用效果和经济价值。在一定的意义上说,宣纸制作技艺就是在解决和克服这些纸病的过程中不断得以进步和完善的。世代宣纸手艺人在生产实践中不断地发现问题、解决问题,从而一点一点地积累为集体经验。新时代,新一代的手艺人也应当切实承担起责任,在汲取前人智慧的基础上,守正而创新,将宣纸传统制作技艺可持续地传承下去。
本文为国家社科基金重大项目“中国宣纸传统制作技艺抢救性挖掘整理研究”(项目编号:10&ZD084)的阶段性研究成果。参与研究的人员还包括:安徽财经大学中国宣纸发展研究中心皖南研发基地研究员张有根,安徽省泾县艺英轩宣纸工艺品厂董事长、安徽省第二届工艺美术大师(宣纸制作类)朱正海。
作者简介:曹天生,安徽财经大学中国宣纸发展研究中心教授,主要研究方向为安徽地方历史文化、传统手工技艺。
 京公网安备 11010502042400
京公网安备 11010502042400
网站建设:北京分形科技 方正清刻本悦宋简体字体由方正电子免费公益授权
建议使用360极速、Chrome、Firefox浏览器,最佳分辨率1920×1080







